如今,脚手架的市场状况会让人觉得市场有需求。质量并不重要。他们仍然渴望要货,而忽视了安全。今天,除了价格,让我们谈谈脚手架加工和安装精度对安全的影响?
1、立杆本身是否弯曲:
弯曲现象在钢管脚手架中很常见。
碗扣脚手架和轮扣脚手架,最长3米,弯曲概率相对较小,但由于壁厚和材料问题,弯曲问题也很常见。
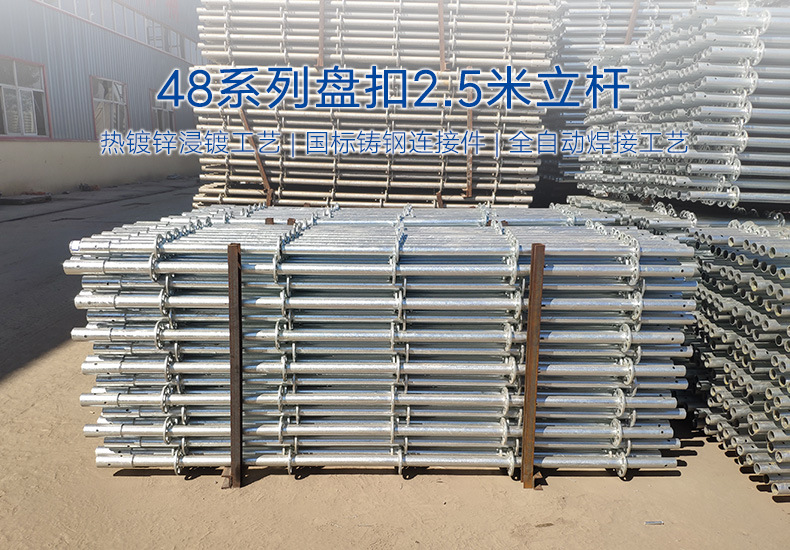
但对于盘扣式脚手架,由于立杆为Q345B,强度较高,壁厚一般符合标准,基本弯曲较少。
2、立杆端面与立杆轴心的垂直度:
若个别立杆端面与立杆轴心不垂直,则整体立杆垂直度偏差。
同时,一旦限制措施移动,或者工人不认真,偏差就会更大。工人建设是最重要的问题。
目前,盘扣脚手架多采用机械切割,加工精度高,基本消除了人为原因对产品质量的影响。
3、立杆连接的同轴度:
立杆连接偏心后,立杆重合面积。
由于对接紧固件包裹,钢管脚手架偏差较小。
碗扣式和轮扣式脚手架多采用外套筒连接。由于套筒内径与立杆外径之间的间隙较大,在加工过程中很难保证与立杆同轴。
扣脚手架,外套筒壁厚一般在5mm以上,同时采用机械加工,套筒与杆同轴,由于加工精度高,不易变形,设计间隙小,偏心连接在一定程度上优于其他脚手架。
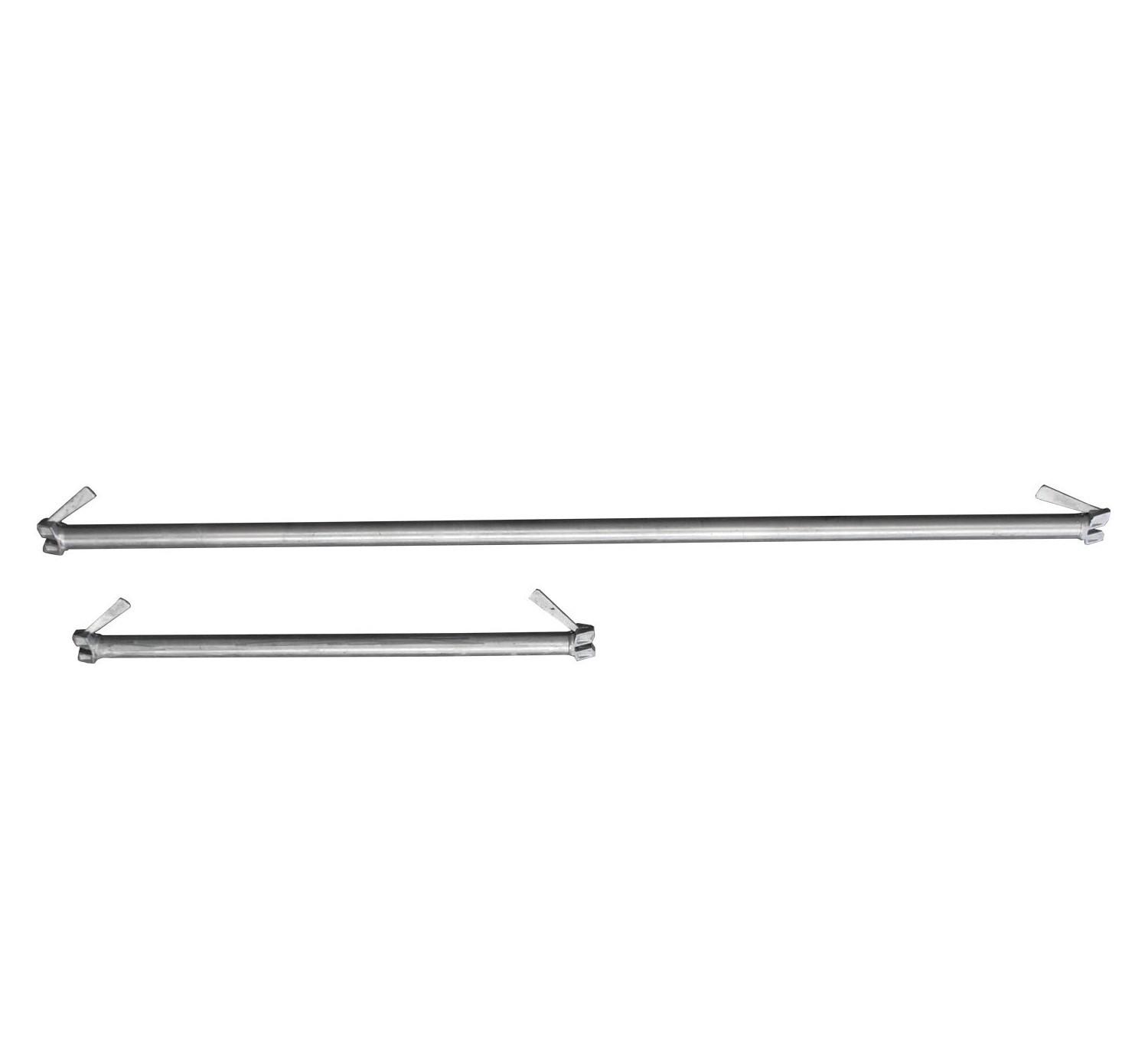
4、横杆与立杆连接的紧密性:
这种设计的出发点很好,但事实上,由于加工精度和产品质量意识的冷漠,架体往往与设计大不相同。
")
碗扣脚手架,铸造和锻造插头比较好,但后来被冲压产品所取代,这种设计优势大大降低。
虽然轮扣脚手架的插头质量比碗好,但由于加工精度、焊接垂直度、壁厚等原因,实际搭设效果并不令人满意。
轮扣脚手架的问题是设计和应用之间的问题。事实上,加工方法和质量概念对脚手架的质量有很大的影响。
轮扣的设计理念是,横杆头部有一个小弧接触杆,这将限制侧向运动,但轮扣脚手架加工工艺、质量控制、行业一般较差,因此实际上轮扣设置效果一般如下图所示(现场)钢管原材料、配件尺寸、加工精度、安装方法也可能占一部分。
盘扣式脚手架,产品加工精度高,工艺先进,问题不大。
但错误的搭设顺序和方法也会产生影响,虽然不大,但客观存在。
插销未敲紧前,盘扣横杆未完全贴紧立杆,敲紧插销时,横杆将向左移动。
一种可能是安装方法和顺序的问题,另一种可能是加工尺寸和附件质量的问题,这在施工现场很常见,严格来说不符合要求。
盘扣式脚手架底部的基础设施是关键步骤。在调整立杆水平和横杆垂直度之前,插销不能拧紧。但调整后,如果不注意敲击顺序,会对横杆的拧紧产生一定的影响。一批质量相同的扣架,插销敲紧后,深度不同,可能是这个原因,横杆长度不同,也可能是因素之一。
加工质量控制的另一个关键环节是质量检验,因为目前行业内大部分都实现了半自动加工,加工过程中难免会出现各种问题,导致次品。如果不及时发现,浪费将非常严重。此外,如果质量检验管理不到位,将进入成品库和施工现场。
《盘扣式脚手架租赁6元每天每吨,咨询电话:15368228908(微信同号)》
电话
15368070606
邮 箱:1624060143@qq.com
手 机:15368070606
地 址:云南省昆明市五华区中铁云时代广场银羽19楼

云南安跃建筑设备租赁有限公司 版权所有 备案号:滇ICP备20004364号